कॉपर स्ट्रिप उत्पादन तकनीक, उत्पादन विधि विशेषताएँ और सामान्य समस्याओं के समाधान


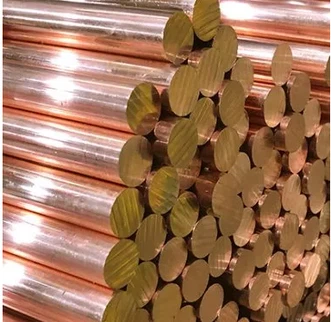
तांबे की पट्टी एक बहुत ही सामान्य धातु घटक है। यह अक्सर विद्युत घटकों, लैंप धारकों, बैटरी कैप, बटन, सील, कनेक्टर आदि में देखा जाता है। इसका मुख्य कार्य बिजली, गर्मी, संक्षारण प्रतिरोध आदि का संचालन करना है। तांबे की पट्टी के उत्पादन में छह क्षेत्र हैं, अर्थात् भट्ठी क्षेत्र , प्रयोगशाला, काटने का क्षेत्र, गर्म रोलिंग क्षेत्र, पानी धोने का क्षेत्र और प्लेट रोलिंग क्षेत्र। तांबे की पट्टियों की उत्पादन प्रक्रिया: 1. तैयारी: पूर्व निर्धारित उत्पादन लक्ष्य के अनुसार, विभिन्न विशिष्टताओं के तांबे के कच्चे माल का उत्पादन करने के लिए स्क्रैप तांबे की सामग्री में अलग-अलग मात्रा में जस्ता ब्लॉक जोड़े जाते हैं। 2. प्रयोगशाला परीक्षण: तैयार उत्पादों के उत्पादन को सुनिश्चित करने के लिए जो योग्य और आर्थिक रूप से फायदेमंद दोनों हैं, प्रयोगशाला परीक्षण परिणामों की सटीकता बेहद महत्वपूर्ण है। प्रयोगशाला की जिम्मेदारी निरीक्षण के लिए प्रस्तुत तांबे के ब्लॉकों के आधार पर भट्टी मास्टर को परीक्षण परिणामों की शीघ्र और सटीक रिपोर्ट देना है। 3. काटना: पूरी तांबे की पट्टी को एक लटकती हुई रस्सी से खींचा जाता है, एक विशेष काटने की मेज पर मजबूती से रखा जाता है, और फिर एक काटने वाली व्हील आरी से काटा जाता है। कॉपर बार की असमान सतह को कॉपर बार वॉशिंग मशीन द्वारा चिकना किया जाता है, जो बाद में प्रसंस्करण के लिए फायदेमंद होता है। तांबे की पट्टी की सतह की समतलता और चिकनाई। 4. हॉट रोलिंग: कटी हुई तांबे की पट्टी को 1000 डिग्री के उच्च तापमान पर गर्म किया जाता है, फिर गर्म रोल किया जाता है, और लगभग 2.3 सेमी मोटी तांबे की पट्टी में लपेटा जाता है। 5. पानी से धोना: प्रत्येक तांबे के ब्लॉक को रोल करने के बाद, सतह की अशुद्धियों की उपस्थिति के कारण, तैयार उत्पाद की गुणवत्ता को प्रभावित करने से बचने के लिए, इसे फिर से सीलिंग भट्टी से गुजरना होगा और फिर पानी धोने की प्रक्रिया से गुजरना होगा। जल धुलाई क्षेत्र को अम्लता के अनुसार दो प्रकार के पूलों में विभाजित किया गया है। उच्च सांद्रता 6-8 डिग्री है, और निम्न सांद्रता 3-5 डिग्री है। उनमें से, तांबे की छड़ों और तांबे की पट्टियों की सतह पर मध्यम लाल धब्बों को वॉशिंग टैंक में एसिड द्वारा धोया जा सकता है, जबकि गहरे लाल धब्बों को धोने के दौरान लोहे के बारीक बालों से ब्रश करके हटाया जा सकता है। उपचार की इस श्रृंखला के बाद तांबे की पट्टियाँ स्पष्ट रूप से तांबे की अंतर्निहित चमक से चमकती हैं। इसी तरह, यदि रोलिंग प्रक्रिया के दौरान अभी भी लाल धब्बे और लाल धब्बे हैं, तो पानी से धोने के चरण को अभी भी दोहराया जाना होगा। धोने की अवधि के दौरान, पूल में अम्लता की नियमित रूप से जांच की जानी चाहिए और कम एसिड सामग्री के कारण अपर्याप्त धुलाई से बचने के लिए समय पर एसिड जोड़ा जाना चाहिए। 6. प्लेट रोलिंग: प्लेट रोलिंग क्षेत्र को रोलर क्षेत्र के अनुसार 180 प्रारंभिक रोलिंग और 110 मध्यवर्ती रोलिंग में विभाजित किया गया है। विभिन्न रोलर्स के विभिन्न आकारों के अनुसार, सीलिंग भट्टी में जाली बनाई गई हॉट-रोल्ड तांबे की पट्टियों को उपरोक्त दो चरणों के माध्यम से खुरदुरे से बारीक तक संसाधित किया जाता है। तांबे की पट्टी उत्पादन विधि की विशेषताएं: 1. तांबे की पट्टी की कोल्ड रोलिंग (1) प्लास्टिक विरूपण। (2) रोल गैप क्षेत्र में दबाव अधिक है और दबाव वितरण है, जो अधिकतम 2700 एमपीए तक पहुंच सकता है। (3) एक ही समय में रोलिंग दिशा और विपरीत रोलिंग दिशा में घर्षण बल होते हैं। (4) रोल गैप का तात्कालिक तापमान उच्च है, 200 ~ 300 डिग्री तक पहुंच गया है। (5) स्क्रॉलिंग और स्लाइडिंग अवस्थाएँ सह-अस्तित्व में हैं। 2. तांबे की पट्टी की गर्म रोलिंग तांबे की पट्टी की गर्म रोलिंग के फायदे: (1) गर्म रोलिंग से ऊर्जा की खपत काफी कम हो सकती है और लागत कम हो सकती है। गर्म रोलिंग के दौरान, धातु में उच्च प्लास्टिसिटी और कम विरूपण प्रतिरोध होता है, जो धातु विरूपण के दौरान गर्म रोलिंग की ऊर्जा खपत को काफी कम कर देता है। (2) हॉट रोलिंग धातुओं और मिश्र धातुओं के प्रसंस्करण प्रदर्शन में सुधार कर सकती है, अर्थात, कास्टिंग अवस्था में मोटे अनाज को तोड़ सकती है, दरारें काफी हद तक ठीक कर सकती है, कास्टिंग दोषों को कम या समाप्त कर सकती है, कास्ट संरचना को विकृत संरचना में बदल सकती है, और सुधार कर सकती है। मिश्र धातु का प्रसंस्करण प्रदर्शन। (3) हॉट रोलिंग आमतौर पर बड़े सिल्लियों और बड़े रोलिंग कटौती का उपयोग करती है, जो न केवल उत्पादन दक्षता में सुधार करती है, बल्कि रोलिंग गति को बढ़ाने और रोलिंग प्रक्रिया की निरंतरता और स्वचालन को साकार करने के लिए स्थितियां भी बनाती है। तांबे की पट्टियों के गर्म रोलिंग के नुकसान: (1) गर्म रोलिंग के बाद, धातु के अंदर गैर-धातु समावेशन (मुख्य रूप से सल्फाइड, ऑक्साइड और सिलिकेट) को पतली चादरों में दबाया जाता है, जिसके परिणामस्वरूप प्रदूषण (इंटरलेयरिंग) होता है। प्रदूषण से मोटाई की दिशा में धातु के तन्य गुण बहुत कम हो जाते हैं और वेल्ड सिकुड़ने से इंटरलेमिनर फटने का कारण बन सकता है। वेल्ड सिकुड़न से प्रेरित स्थानीय तनाव अक्सर उपज बिंदु तनाव से कई गुना तक पहुंच जाता है, जो भार के कारण होने वाले तनाव से बहुत बड़ा होता है। (2) असमान शीतलन के कारण अवशिष्ट तनाव। अवशिष्ट तनाव बाहरी बल की अनुपस्थिति में आंतरिक स्व-संतुलित तनाव है। विभिन्न वर्गों के हॉट-रोल्ड स्टील अनुभागों में ऐसा अवशिष्ट तनाव होता है। आम तौर पर, सेक्शन स्टील का क्रॉस-सेक्शन आकार जितना बड़ा होगा, अवशिष्ट तनाव उतना ही अधिक होगा। यद्यपि अवशिष्ट तनाव स्व-संतुलित होता है, फिर भी बाहरी ताकतों की कार्रवाई के तहत धातु के प्रदर्शन पर इसका एक निश्चित प्रभाव पड़ता है। उदाहरण के लिए, इसका विरूपण, स्थिरता, थकान प्रतिरोध आदि पर प्रतिकूल प्रभाव पड़ सकता है। (3) हॉट रोलिंग उत्पाद के आवश्यक यांत्रिक गुणों को बहुत सटीक रूप से नियंत्रित नहीं कर सकता है, और हॉट-रोल्ड उत्पादों की संरचना और गुण एक समान नहीं हो सकते हैं। इसका शक्ति सूचकांक कोल्ड वर्क कठोर उत्पादों से कम है, लेकिन पूरी तरह से एनील्ड उत्पादों से अधिक है; इसका प्लास्टिसिटी सूचकांक कोल्ड वर्क कठोर उत्पादों से अधिक है, लेकिन पूरी तरह से एनील्ड उत्पादों से कम है। (4) हॉट-रोल्ड उत्पादों की मोटाई और आकार को नियंत्रित करना मुश्किल है, और नियंत्रण सटीकता अपेक्षाकृत खराब है; हॉट-रोल्ड उत्पादों की सतह कोल्ड-रोल्ड उत्पादों की तुलना में अधिक खुरदरी होती है, और रा मान आम तौर पर 0.5 से 1.5 माइक्रोन होता है। इसलिए, हॉट रोल्ड उत्पादों का उपयोग आम तौर पर कोल्ड रोलिंग प्रसंस्करण के लिए रिक्त स्थान के रूप में किया जाता है। तांबे की पट्टियों से जुड़ी सामान्य समस्याओं के समाधान: 1. तांबे की पट्टियों के मलिनकिरण का समाधान (1) अचार बनाते समय एसिड की सांद्रता को नियंत्रित करें। एनील्ड तांबे की पट्टी की सतह पर ऑक्साइड परत को धोने के मामले में, उच्च एसिड सांद्रता का कोई मतलब नहीं है। इसके विपरीत, यदि सांद्रता बहुत अधिक है, तो तांबे की पट्टी की सतह से जुड़े अवशिष्ट एसिड को धोना आसान नहीं है, और यह सफाई के पानी के प्रदूषण को तेज करता है, जिससे सफाई के पानी में अवशिष्ट एसिड की सांद्रता बढ़ जाती है। बहुत अधिक हो, जिससे साफ की गई तांबे की पट्टी का रंग बदलने की संभावना अधिक हो जाती है। इसलिए, अचार के घोल की सांद्रता का निर्धारण करते समय, निम्नलिखित सिद्धांत का पालन किया जाना चाहिए: इस आधार पर कि तांबे की पट्टी की सतह पर ऑक्साइड परत को साफ किया जा सकता है, सांद्रता को जितना संभव हो उतना कम किया जाना चाहिए। (2) शुद्ध जल की चालकता को नियंत्रित करें। शुद्ध पानी की चालकता को नियंत्रित करें, अर्थात शुद्ध पानी में क्लोराइड आयन जैसे हानिकारक पदार्थों की सामग्री को नियंत्रित करें। आम तौर पर, 50μS/cm से नीचे चालकता को नियंत्रित करना अधिक सुरक्षित होता है। (3) गर्म सफाई पानी और निष्क्रियता एजेंट की चालकता को नियंत्रित करें। गर्म सफाई पानी और निष्क्रियता एजेंट की चालकता में वृद्धि मुख्य रूप से चलने वाली तांबे की पट्टी द्वारा लाए गए अवशिष्ट एसिड से होती है। इसलिए, सफाई के लिए शुद्ध पानी की गुणवत्ता सुनिश्चित करते समय, चालकता को नियंत्रित करने का अर्थ है अवशिष्ट एसिड की मात्रा को नियंत्रित करना। कई प्रयोगों के अनुसार, गर्म सफाई पानी और निष्क्रियता एजेंट की चालकता को क्रमशः 200 μS/cm से नीचे नियंत्रित करना सुरक्षित है। (4) सुनिश्चित करें कि तांबे की पट्टी सूखी है। एयर कुशन फर्नेस के कॉइलिंग आउटलेट को आंशिक रूप से सील करें, और एक निश्चित सीमा के भीतर कॉपर स्ट्रिप कॉइलिंग के दौरान आर्द्रता और तापमान को नियंत्रित करने के लिए आंशिक रूप से संलग्न डिवाइस में एक डीह्यूमिडिफ़ायर और एयर कंडीशनर का उपयोग करें। (5) निष्क्रिय करने के लिए निष्क्रियता एजेंट का उपयोग करें। अधिकांश तांबा प्रसंस्करण संयंत्र अब निष्क्रिय एजेंट के रूप में बेंज़ोट्रायज़ोल, या बीटीए (आणविक सूत्र: C6H5N3) का उपयोग करते हैं। अभ्यास ने साबित कर दिया है कि यह उपयोग में आसान, किफायती और व्यावहारिक निष्क्रियता एजेंट है। जब तांबे की पट्टी बीटीए समाधान से गुजरती है, तो सतह पर ऑक्साइड फिल्म बीटीए के साथ प्रतिक्रिया करके एक सघन परिसर बनाती है, जो तांबे के मैट्रिक्स की रक्षा करती है। 2. तांबे की पट्टी के कतरनी इंडेंटेशन का समाधान कतरनी इंडेंटेशन को रोकना है। पट्टी की मोटाई, कोमलता और कठोरता के अनुसार एक उचित गोल चाकू और रबर छीलने वाली अंगूठी के बाहरी व्यास के अंतर का चयन करना मुख्य रूप से आवश्यक है; रबर छीलने वाली अंगूठी की कठोरता कट पट्टी के उपयोग के लिए आवश्यकताओं को पूरा करती है; जब कट पट्टी की चौड़ाई छोटी होती है, तो रबर छीलने वाली अंगूठी की चौड़ाई बढ़ाने के लिए गोलाकार चाकू की मोटाई को उचित रूप से चुना जाना चाहिए।